This involves connecting the complete seal to a tank of pressurised air then measuring the pressure drop over five minutes to assess the leakage.
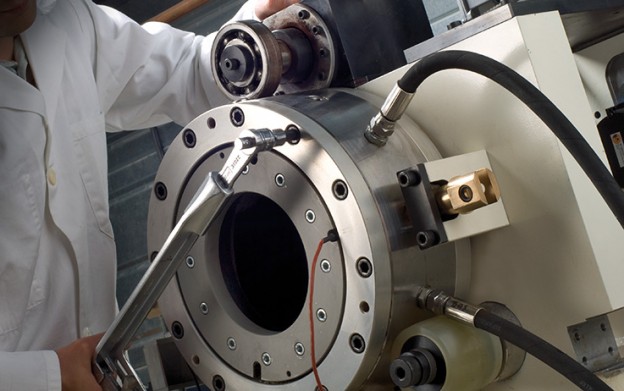
Mechanical seal test bench.
Api 682 iso 20149 section 10 3 1 4 1 additionally each assembled seal must be subjected to a quality assurance test.
A variety of test procedures and mechanical test equipment exists in today s market.
The purpose of this test is to prove that the cartridge has been assembled properly.
Scheme of the housing and a pneumatic and hydraulic system for the 30gsl a5 i 439 seal testing.
National geographic recommended for you.
Mechanical test bench bpr fdt encsa test bench with three stations for traction and flexion tests on flexible hoses according to en 1113 and asme a112 18 1 2012 csa b125 1 12 standards.
1 tested seal.
2 process gas chamber.
Thus a test measurement system must be very flexible and versatile.
Tests of the prototype seal were performed on a special purpose test bench fig.
This method used as a static leak test on large mechanical seals is usually unable to detect a leak as it is generally impossible to view the inside of the mechanical seal e g.
However the test variously called the air test or integrity test is widely misunderstood.
The american petroleum institute standard for mechanical seals api 682 includes a test of the final cartridge assembly using pressurized air.
Its sliding faces in the assembled state.
A guide value for the detection sensitivity achieved by this method is 0 5 mbar 1 s.
Nevertheless several factors are important for every seal test.
Dynamic seal testing is used to test a seal design under a number of simulated and extreme operating conditions.
Agitators are equipped with mechanical seals the test of a mechanical seal depends on its design and purpose.
Mechanical seal air test at our facility.
The invention discloses a contact high speed mechanical seal testing device which comprises a bench a main test chamber a high speed torque gauge coupler a drive motorized spindle and a cooling and lubricating liquid supply system wherein the main test chamber the high speed torque gauge coupler and the drive motorized spindle are mounted on the bench.
Testing determines the component s operational life expectancy.
Succession of individual tests implemented parameters and fig.
An average liquid leakage rate of less than 5 6 g h per pair of seal faces.
The rotational speed of the shaft or axel the pressure the temperature and the nature of the medium.